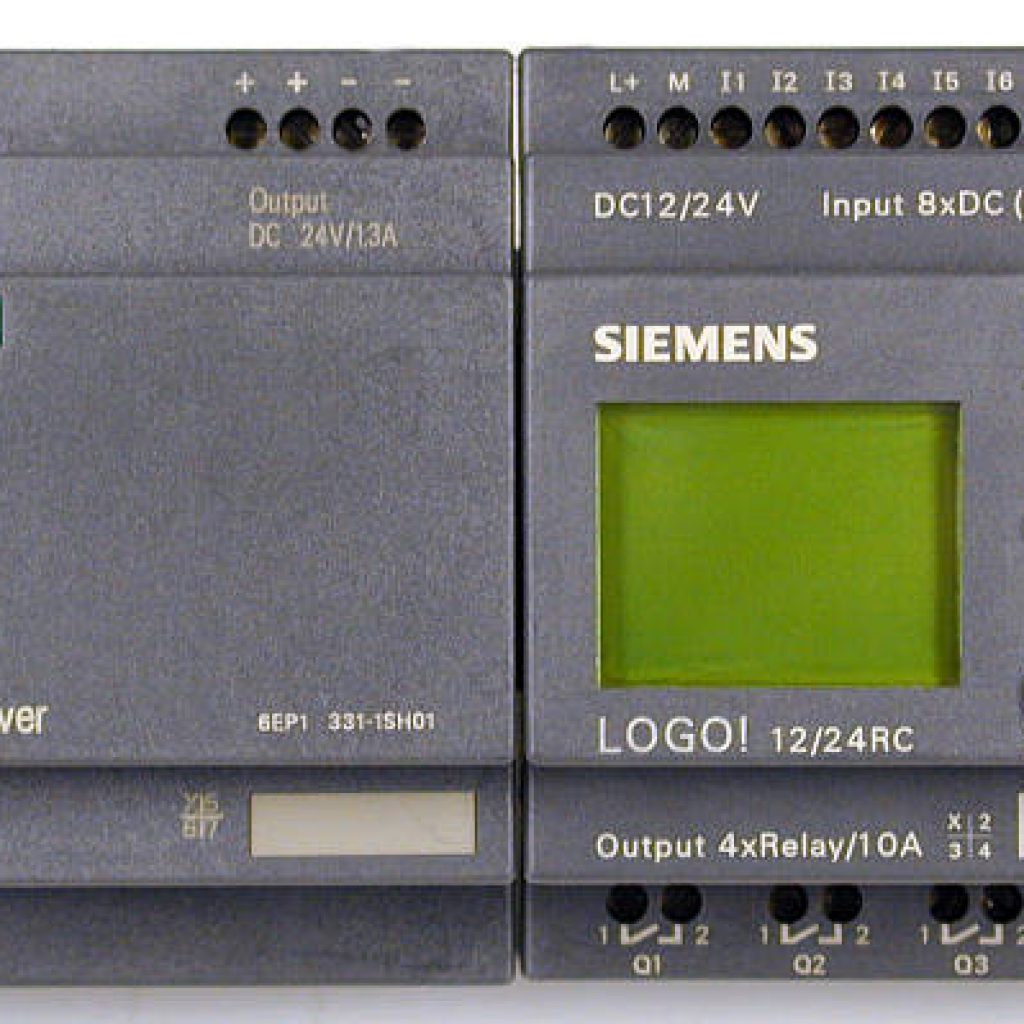
PLC چیست ؟ PLC مخفف Programmable Logic Controller به معنی کنترلگر منطقی برنامهپذیر است. PLC در واقع یک کامپیوتر (رایانه) کنترل سیستم صنعتی بوده که به طور مداوم وضعیت دستگاههای ورودی را نظاره و آنالیز کرده و بر اساس برنامه سفارشی از پیش تعیین شده وضعیت دستگاههای خروجی را کنترل میکند.
تقریبا تمامی خطوط تولید، عملکرد ماشینها یا فرایندی میتواند به حد زیادی توسط استفاده کردن از پی ال سی بهبود یابد. با اینحال بزرگترین مزیت استفاده کردن از یک پی ال سی در تغییر یا تکرار یک عملکرد یا فرایند در حین جمع آوری و انتقال اطلاعات حیاتی میباشد.
یکی دیگر از نقاط قوت پی ال سی ماژولی بودن آن است. با این معنی که شما میتوانید انواع دستگاههای ورودی و خروجی را با هم ادغام کنید تا با نیازهای شما همخوانی کامل داشته باشند.
دیک مورلی (Dick Morley)
تاریخچه PLC
اولین کنترلگرهای منطقی برنامه پذیر توسط کمپانی Modicon طراحی و تولید شدند تا برای کمپانیهایی مانند GM و یا Landis به عنوان جایگزین رله استفاده شود. این کنترلرها دیگر نیاز به سیم کشی دوباره و اضافه کردن دستگاههای جدید برای تنظیم منطقی جدید نداشتند. این سیستم جدید به شدت عملکرد کنترلها را بالا برد درحالی که فضای اشغالی درون کابینتی که مدار منطقی در آن قرار داشت را کاهش داد. اولین PLC که مدل ۰۸۴ نام گرفت توسط دیک مورلی (Dick Morley) در سال ۱۹۶۹ اختراع شد. ولی تا سال ۱۹۷۳ طول کشید که یک PLC بتواند از لحاظ تجاری به موفقیت دست یابد. این PLC که مدل ۱۸۴ نام گرفت توسط مایکل گرینبرگ (Michael Greenberg) طراحی شده بود.
درون PLC
در قلب یک PLC همانند یک رایانه CPU یا Central Processing Unit به معنی واحد پردازشگر مرکزی وجود دارد که به PLC چگونگی عملکردهای زیر را دیکته میکند:
- اجرا کردن دستورالعملهای کنترلی که در برنامههای کاربر وجود دارد. این برنامه در یک حافظه غیر فرار ذخیره میشود. به این معنی که در صورت قطعی برق اطلاعات درون حافظه پاک نمیشود.
- ارتباط برقرار کردن با دیگر دستگاهها که شمال دستگاههای ورودی و خروجی، دستگاههای برنامه نویسی، شبکهها و دیگر PLC ها است.
- اجرا کردن برنامههای نگهداری داخلی از قبیل ارتباطات، عیب یابی داخلی و …

طرز کار PLC
چهار مرحله بنیادی در تمامی PLC ها وجود دارد. این مراحل به ترتیب عبارتند از اسکن ورودی، اسکن برنامه، اسکن خروجی و نگهداری. این مراحل به ترتیب و در یک چرخه انجام میشوند.
چهار مرحله در عملیات PLC
اسکن ورودی (Input Scan): وضعیت تمامی دستگاههای ورودی که به پی ال سی وصل شدهاند را شناسایی میکند.
اسکن برنامه (Program Scan): برنامهی منطقی را که کاربر وارد پی ال سی کرده را اجرا میکند.
اسکن خروجی (Output Scan): دستگاههای خروجی که به پی ال سی متصل هستند را کنترل میکند. به عنوان مثال منبع انرژی آنها را قطع یا وصل میکند.
نگهداری (Housekeeping): این مرحله شامل ارتباط با ترمینالهای برنامه، عیب یابی داخلی و … است.
زبانهای برنامه نویسی PLC
Ladder Logic
با اینکه لدر لاجیک (Ladder Logic به معنی منطق نردبانی) شناخته شده ترین و پرکاربرد ترین زبان برنامه نویسی در PLC ها است، تنها زبان برنامه نویسی مورد استفاده نیست. در ادامه چند زبان پر استفاده در دستگاههای پی ال سی را بررسی کرده و به نقاط ضعف و قوت هر کدام نگاهی میاندازیم.
LD – Ladder Diagram: زبان برنامه نویسی Ladder Logic سنتی یک زبان برنامه نویسی گرافیکی میباشد. در ابتدا با چندین تیغه ساده برنامه نویسی میشد که میتوانست باز و بسته شدن رلهها را شبیه سازی کند. برنامه نویسی Ladder Logic بسیار گسترده تر شده و اکنون شامل عملکردهایی از قبیل شمارنده، تایمر، شیفت ریجستر و عملیات ریاضیاتی است.
FBD – Function Block Diagram: یک زبان برنامه نویسی گرافیکی برای نمایش جریان سیگنال و داده درون بلوکهای تابعی (Function Block) است. این بلوکها قابل استفاده مجدد هستند. زبان برنامه نویسی FBD برای بیان کردن اتصالات داخلی الگوریتمها و منطق سیستم کنترل زبان بسیار خوبی است.
FBD
ST – Structured Text: یک زبان برنامه نویسی مبتنی بر متن سطح بالا که از برنامه نویسی ساختیافته پشتیبانی میکند. ST دارای ساختار زبانی (Syntax) بسیار مشابهی به زبان برنامه نویسی PASCAL است و دایره گستردهای از عملکردهای استاندارد و عملیاتها را پوشش میدهد. برای مثال:
If Speed1 > 100.0 then
;Flow_Rate: = 50.0 + Offset_A1
Else
Flow_Rate: = 100.0; Steam: = ON
;End_If
IL – Instruction List: یک زبان برنامه نویسی سطح پایین که شبیه زبان اسمبلر است که بر پایه زبانهای لیست دستورالعملهای مشابه است که بر بسیار از PLC های امروزی وجود دارد.
LD R1
MPC Reset
LD PRESS_1
ST MAX_PRESS
RESET: LD ۰
ST A_X43
SFC – Sequential Function Chart: یک متد برای برنامه نویسی سیستمهای کنترل پیچیده در سطح بسیار ساختیافته تری است. یک برنامه SFC درواقع یک شمایل کلی از سیستم کنترل است، که بلوکهای ساختاری اصلی در فایلهای برنامه قرار دارند. هر فایل برنامه توسط یکی دیگر از زبانهای برنامه نویسی ساخته شده اند. نحوه کارکرد SFC به این صورت است که وظایف بزرگ و پیچیده برنامه نویسی را به وظایف کوچکتر و قابل کنترل تبدیل میکند.

SFC
دستگاههای ورودی و خروجی plc
دستگاه های ورودی:
سوئیچها و دکمهها (Switches and Pushbuttons)
دستگاههای حسگر (Sensing Devices)
- لیمیت سوئیچ (Limit Switch)
- سنسورهای فوتو الکتریک (Photoelectric Sensor
- پروکسیمیتی سنسور (Proximity Sensor)
کاندیشن سنسور (Condition Sensor)
انکودرها (Encoders)
- پرشر سوئیچ (Pressure Switch)
- لول سوئیچ (Level Switch)
- سوئیچ حرارتی (Temperature Switch)
- سوئیچ خلا (Vacuum Switch)
- سوئیچ شناور (Float Switch)
دستگاههای خروجی plc
شیرها (Valves) پشته نور (Stack Light)
استارتر موتور (Motor Starter) رله کنترلی
سیملوله (Solenoid) پمپ
عملگر (Acuator) پرینتر
بوق و آژیر کانتر
فن و خنک کننده